Txhuam Txhuam Vuam
TXHUA YAM VUAM KEV
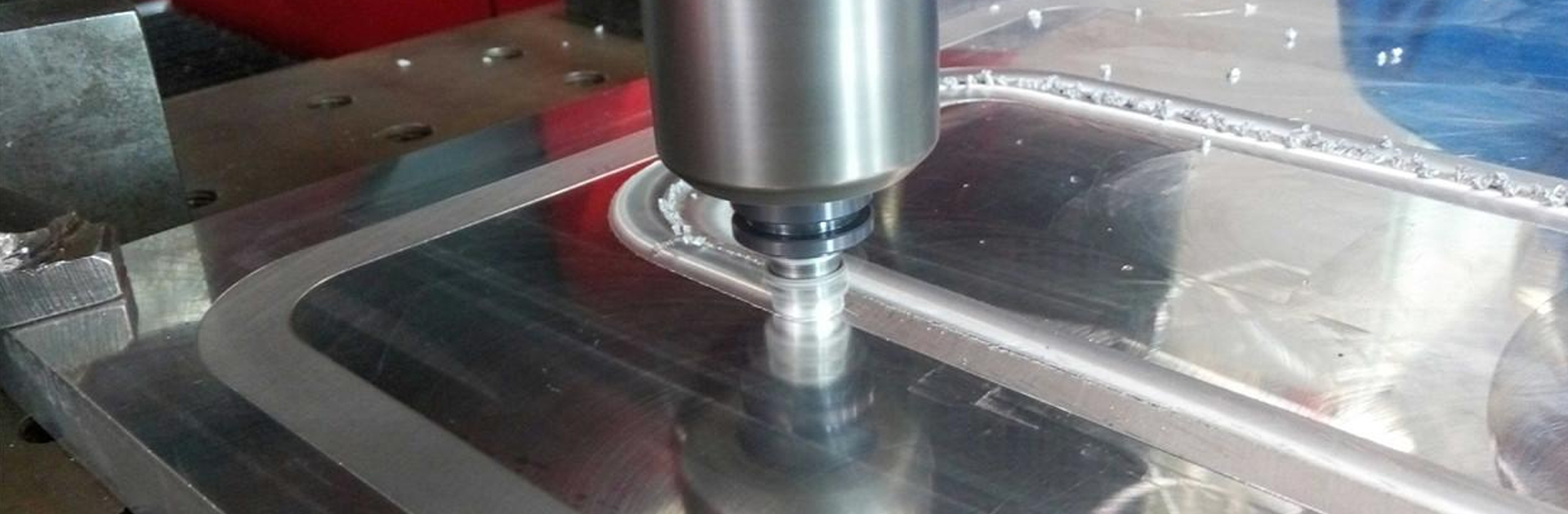
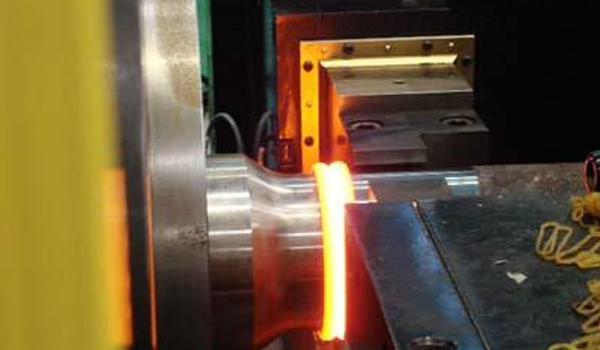
Kev sib txhuam tsis sib haum yog hais txog cov qauv ntawm vuam los ntawm kev siv cov kub uas tsim los ntawm kev sib txhuam ntawm qhov workpiece hu rau saum npoo yog qhov chaw ua kom muaj cua sov ua rau cov khoom ua haujlwm tawg rau cov yas tawg ua haujlwm hauv qhov siab.
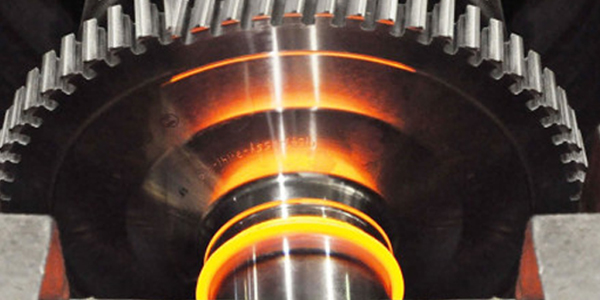
Nyob rau hauv qhov kev txiav txim ntawm lub siab, nyob rau hauv qhov kev txiav txim ntawm tas mus li los yog nce siab thiab lub zog, qhov kev sib txheeb ntawm kev sib cuag kawg lub ntsej muag ua rau muaj qhov ua kom muaj kev sib txhuam thiab cov yas deformation ua kom kub ntawm qhov sib txhuam thiab nws thaj tsam, yog li qhov ntsuas kub ntawm nws thaj chaw nce mus rau Qhov kub thiab txias ze li ntawm tab sis feem ntau qis dua qhov chaw melting, qhov tsis kam hloov ntawm cov khoom, cov yas hloov kho, thiab cov oxide zaj duab xis ntawm qhov sib tshuam tau tawg. Raws li qhov kev ua ntawm lub siab tsis zoo, cov yas deformation thiab ntws ntawm cov khoom yog nrog cov suab sib txawv thiab rov ua dua ntawm lub interface. Lub xeev-solid welding txoj kev rau kev ua kom pom tseeb vuam.
Minghe muaj kev ua tiav kev sib txhuam vuam cov kev daws rau ntau qhov kev tuag casting cov ntawv thov - nrog lub tshuab loj ntawm cov khoom lag luam thiab ntxiv kev txhawb nqa txij li engineering mus rau kev pabcuam. Raws li tus thawj coj thoob ntiaj teb hauv kev tsim peev peev lag luam, peb muaj kev txaus siab muab cov kev pab cuam zoo tshaj plaws nyob rau hauv kev ua lag luam. Peb txoj kev mob siab rau cov neeg siv khoom tsis zoo ua rau peb lub chaw tsav tsheb kom zoo. Xav paub ntau ntxiv txog peb cov kev pabcuam lossis sib tham txog cov kev xaiv rau koj txoj haujlwm tom ntej, ncav tes rau pab pawg hnub no.
Lub ntsiab lus ntawm kev sib txhuam vuam
Nws yog ib txwm muaj rau cov hlau qhov chaw ntawm cov khoom siv kho tshuab los sib khi thiab weld vim muaj kev sib txhuam. Nyob hauv tus txheej txheem ntawm kev txiav hlau thiab kev sib hloov ceev ntawm lub tshuab, nws feem ntau pom tau tias cov nplaim ntawm ob qhov chaw hlau txuas ua ke vim muaj kev sib txhuam thiab kub. Piv txwv li: thaum lub sij hawm tig, ib qho tsim tsa sib tshooj tsim tawm ntawm qhov tig ua cuab yeej; thaum lub sijhawm drilling, lub laum thiab cov haujlwm tawm yog feem ntau sib txuas ua ke; zawv zawg kabmob yog daig vim yog hlawv ntawm tus ncej. Tau kawg, cov xwm txheej no ib txwm muaj xwm txheej uas tib neeg siv zog ua kom tsis txhob tiv thaiv. Txheeb xyuas raws li kev siv vuam tsoo, lawv cov txheej txheem tsis zoo tag nrho, thiab cov vuam zoo tsis zoo dua.
Txawm li cas los xij, dhau los ntawm kev txheeb xyuas ntawm cov kev sib txuas thiab vuam xwm txheej, nws yog qhov pab tau los nkag siab txog qhov tseem ceeb ntawm kev txhuam vuam.
Kev txhuam txhuam tau rhuav tshem zaj duab xis oxide ntawm cov hlau. Lub tshuab ua kom sov cov roj txig txo lub zog ntawm cov hlau tiam sis nce nws cov yas. Kev sib txhuam saum npoo hlau ua rau cov yas tawg thiab ntws, uas tiv thaiv kom cov hlau oxidation, txhawb txoj kev sib nrig sib cuam tshuam ntawm weld hlau atoms, thiab ua kom muaj zog sib txuas ua ke. Qhov no yog qhov tseem ceeb ntawm kev txhuam txhuam.
Cov Nta ntawm kev txhuam vuam
Vim li cas kev sib txhuam welding yog tsim kho sai heev nyob hauv tsev thiab txawv teb chaws, thiab nws daim ntawv thov yog qhov dav heev, qhov no yog vim nws muaj cov kev ua tau zoo. Cov zoo no suav nrog cov hauv qab no:
1. Lub vuam zoo ntawm kev sib koom ua ke yog qhov zoo thiab ruaj khov
Tus nqi seem ntawm aluminium-tooj liab hloov pob qij txha tsim ua los ntawm kev sib txhuam tsis tshua muaj qhov sib txhuam hauv kuv lub teb chaws yog qis dua 0.01%; lub chaw ua haujlwm boiler siv kev sib txhuam vuam siv nyem vuam siv los tsim cov kev lag luam nyiaj txiag, thiab cov khoom siv vuam tsoo raug txo los ntawm 10% mus rau 0.001%. Hnub poob teb chaws Yelemees siv kev sib txhuam tsis siv vuam nyem los tsim kev siv cov pa tsheb tso tawm ntawm lub tsheb, thiab cov vuam tsis lees txais tau nqis los ntawm 1.4% mus rau 0.04 ~ 0.01%. Nws tuaj yeem pom los ntawm cov piv txwv saum toj no tias tus nqi seem ntawm kev txhuam kev sib txhuam yog tsawg heev, kwv yees li 1% ntawm txoj kev vuam dav.
2. Tsim nyog rau vuam hlau tsis zoo thiab cov hlau tsis sib luag.
Kev txhuam kev sib tw tsis tuaj yeem tsuas yog txuas cov hlau tsis zoo nkauj sib txawv, tab sis kuj muaj cov hlau tsis sib xws thiab cov hlau tsis sib xws nrog cov yam ntxwv ntawm lub cev sib txawv thiab lub cev ntawm chav sov thiab qhov kub, xws li cov pa roj carbon steel cov cuab yeej - kev kub ceev uas siv hlau; tooj liab - stainless hlau. Tsis tas li ntawd, nws tseem tuaj yeem tsim cov hlau tsis sib xws uas tsim los ntawm cov hlau ua xaim, xws li txhuas-tooj liab, txhuas-hlau, thiab lwm yam.
3. High precision ntawm weldment loj
Rau lub cav diesel xyaw ua ntej kev sib txuas tsim los ntawm kev sib txhuam ntawm kev sib txhuam, qhov yuam kev siab tshaj plaws ntawm tag nrho ntev yog ± 0.1 hli. Qee qhov tshwj xeeb kev sib txhuam vuam tshuab tuaj yeem ua kom paub tias qhov ntev ntev ntawm kev sib dhos yog 0.2 hli, thiab qhov eccentricity tsawg dua 0.2 hli. Yog li no, kev sib txhuam txhuam tsis yog tsuas yog siv los txuas cov tshuab hluav taws xob, tab sis kuj tseem yuav ua rau weld cov khoom sib sau ua ke.
4. Lub tshuab vuam tshuab muaj lub zog qis thiab lub zog txuag.
Piv nrog txhuam vuam thiab nyem vuam, qhov kev txuag hluav taws xob muaj li 80 ~ 90%.
5. Kev tiv thaiv ib puag ncig lub zog ntawm kev txhuam vuam
Kev txhuam lub vuam ua haujlwm rau lub luag haujlwm yog qhov tsis huv, tsis muaj cov roj taws, arcs thiab cov khoom siv phom sij, uas yog cov txiaj ntsig zoo rau kev tiv thaiv ib puag ncig, thiab tsim nyog siv nyob rau hauv cov kab ntau lawm tsis siv neeg nrog lwm txoj kev ua haujlwm hlau